smart factory Configuration utilizes IoT, Connected Machines & machine learning to optimize production processes while improving efficiency, quality, and responsiveness.
ENABLING INDUSTRY 4.0
- Connected factories use digital technology to allow seamless sharing of information between people, machines, sensors, controllers and actuators.
- The ultimate goal of connected factory is to enable sustained productivity, self-correction, and quality while empowering workers on the shop floor. Connected factories digitize and capture process data from all aspects of the factory ecosystem.


SMART FACTORIES
An interconnected network of machines, communication mechanisms, and computing power, the smart factory is a cyber-physical system that uses advanced technologies such as artificial intelligence (AI) and machine learning to analyze data, drive automated processes, and learn as it goes. Fully integrated, collaborative manufacturing systems provide a range of benefits for operators, including allowing operations to be adaptable and readily optimized. Smart factories and smart manufacturing are part of the technological transformation known as Industry 4.0 or the Fourth Industrial Revolution. Each of the first three industrial revolutions was born out of an innovative new technology that completely changed the way we worked and manufactured goods: namely, the steam engine, the assembly line, and the power of the computer. Today, the fourth revolution is driven by digital transformation and intelligent automation.
Autonomous robots
Robotics is nothing new in manufacturing. It is not the ability to externally automate assets that is the game-changer – it’s the ability for those cloud-connected assets to use smart technologies to automate themselves. Smart factories depend upon autonomous automation for the agility and speed that they need.
Design for Manufacturing
This is not so much a technology itself as it is a cross-functional practice that exists because of technology. Design for manufacturing principles allow R&D professionals to learn from data – from across the factory floor and customer base. These insights then help them design win/win products that meet customer demands for quality and personalization, and create designs are also easier, leaner, and faster to manufacture and customize.
Simulation/Digital Twin
A digital twin or simulation is created to be an identical virtual copy of a machine or process that exists in the real world. It allows manufacturing teams to test new ways of doing things, and to push virtual prototypes to their absolute limits, without the cost and risk of damaging anything in real life.
Edge Computing
Today’s smart factories are all about pivoting fast and responding quickly in real time. It takes time to send data gathered in one place, to systems housed in another physical location – and for smart factories, that downtime represents loss. Edge computing helps to bring the brains (AI and data analytics) to the shop floor and eliminate lags in the IoT network.
DISTINCTIVE SMART FACTORY FEATURES
Factory Automation
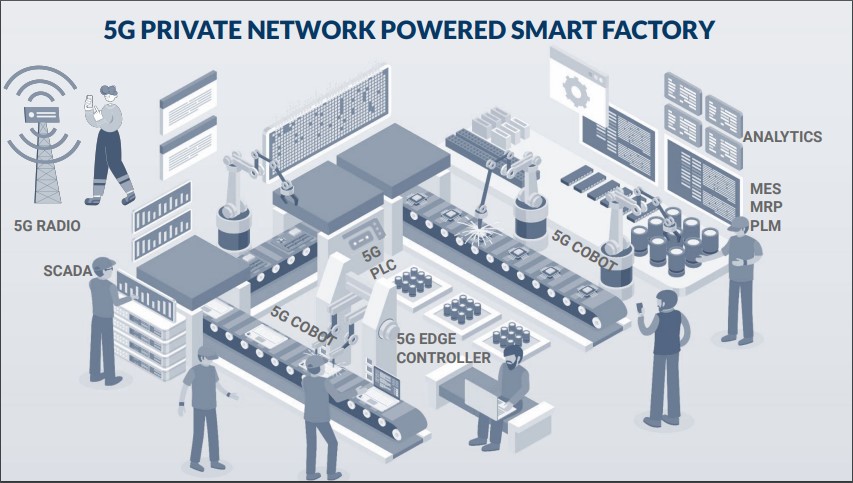
5G’s density, speed, wide bandwidth and low latency allows considerable flexibility. Tools and robots can be repurposed quickly, improving efficiency and creating an environment which allows for mass customization and manufacturing on demand.
Process automation
Capturing real-time data on machines, inventory and production allows companies to analyze production patterns in detail. With this information, they can identify the proper sequencing of factory activities and maximize flow, helping smooth production cycles and reducing waste.
Human-Machine Interface (HMI)
The speed and density of 5G is such that it frees staff from computer terminals, providing the means to equip them with mobile data and visualization solutions, such as tablets and augmented reality gear, enabling visual interaction with machines and products.
Improved Process efficiencies
5G enables superior and enhanced process efficiencies on the shop floor. For instance, robotic systems can visually inspect products connected over 5G network for quality control purposes in real time through advanced visual recognition and deep learning neural networks, with a high degree of accuracy. Specialized equipment can be repaired through AR support from remote expert enabled by high bandwidth and low latency support of 5G networks.
Preventive maintenance
- Denser arrays of sensors allow companies to monitor the status of equipment more closely. This enables them to conduct scheduled maintenance when needed, predict the need for unscheduled maintenance before problems arise while enhancing remote diagnostics performed by suppliers of complex equipment.
Enhanced Safety
- The wide range of sensors available and 5G’s near instantaneous response time creates a far more safer manufacturing environment, with fewer people needed on the factory floor and more responsive emergency shut-off signals.
Supply chain integration
- Improved digitization, coverage and tracking accelerates distribution, which sees 5G boosting warehouse applications. With 5G’s greater capacity for smart devices, IoT trackers in the logistics chain allows buyers to monitor their goods in real time, while 5G networks communicate with autonomous trucks so they can react quickly to changing traffic conditions.
Integrated security
- 5G not only supports a more reliable network but also offers enhanced security with built-in security features, integrating security into the core network architecture and laying to rest the security concerns manufacturers have in embracing IoT. 5G has the necessary bandwidth to replace physical network completely in certain remote areas.
“Fully-integrated, collaborative manufacturing systems that respond in real time to meet changing demands and conditions in the factory, in the supply network, and in customer needs”. Smart manufacturing is the practice of “leveraging technology and data in a continuous loop to connect product development, design, manufacturing, supply chain, and post-sale activity to increase revenue and improve manufacturing outcomes.”
Software
MES
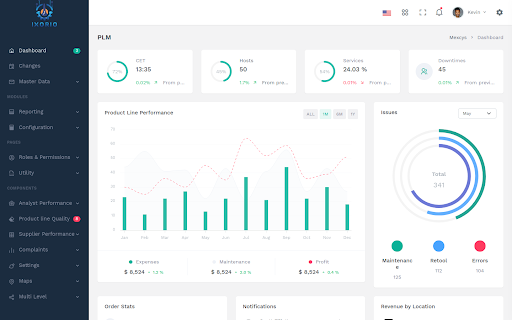
MES, is a comprehensive, dynamic software system that monitors, tracks, documents, and controls the process of manufacturing goods from raw materials to finished products. Manufacturing Execution System is a shop floor execution software that monitors and analyzes machines to ensure quality and efficiency are implemented in the manufacturing process.
MRP
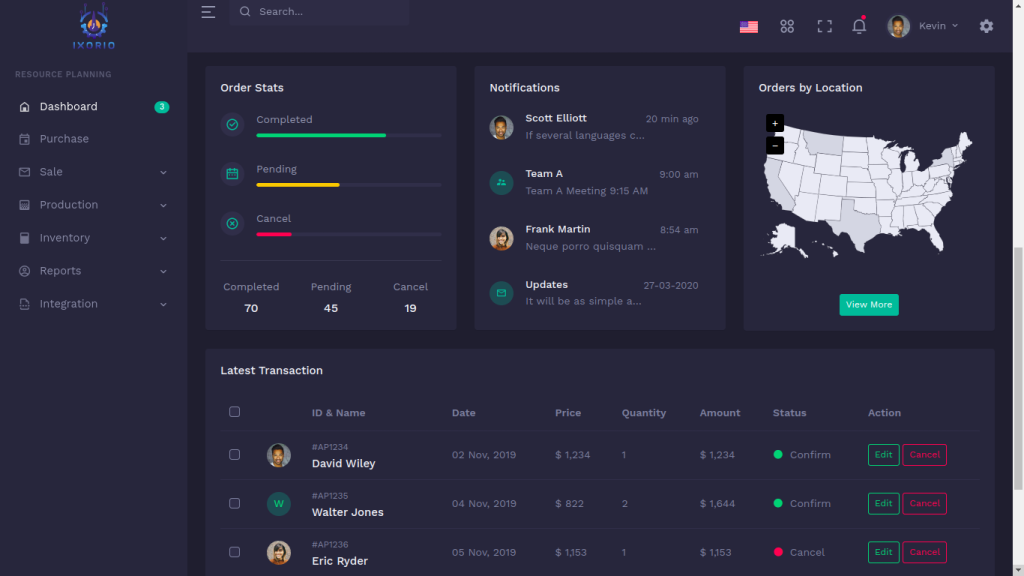
MRP is a system designed to plan manufacturing production. It identifies necessary materials, estimates quantities, determines when materials will be required to meet the production schedule, and manages delivery timing – with the goal of meeting demands and improving overall productivity.
PLM
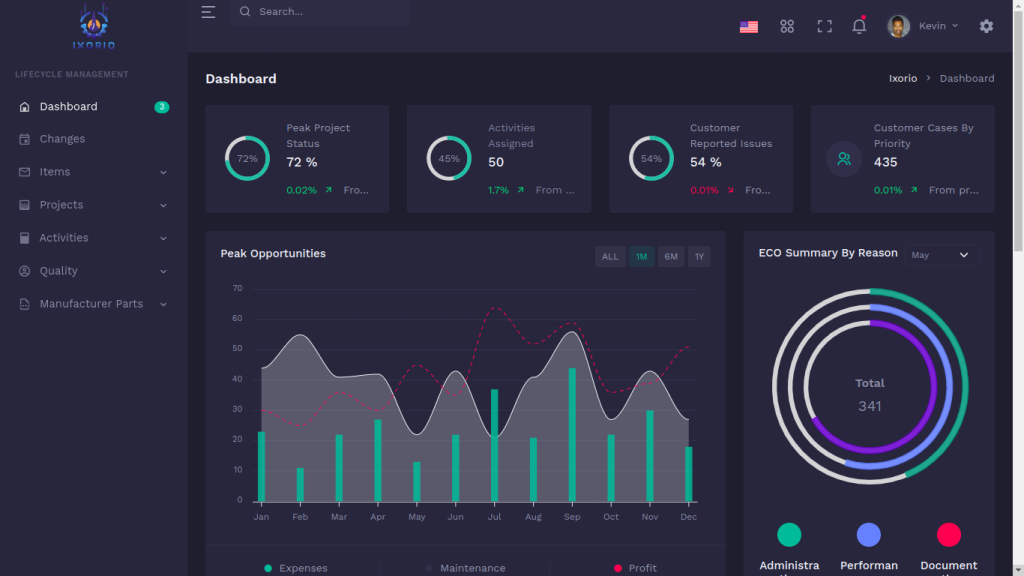
Product lifecycle management (PLM) is a method for controlling the complicated product creation process from the stages of inspiration, designing, production, and disposal. In order to properly manage the complete lifecycle of a product, it is a software solution that combines data, workflows, business systems, and people in a value chain.
Hardware Products
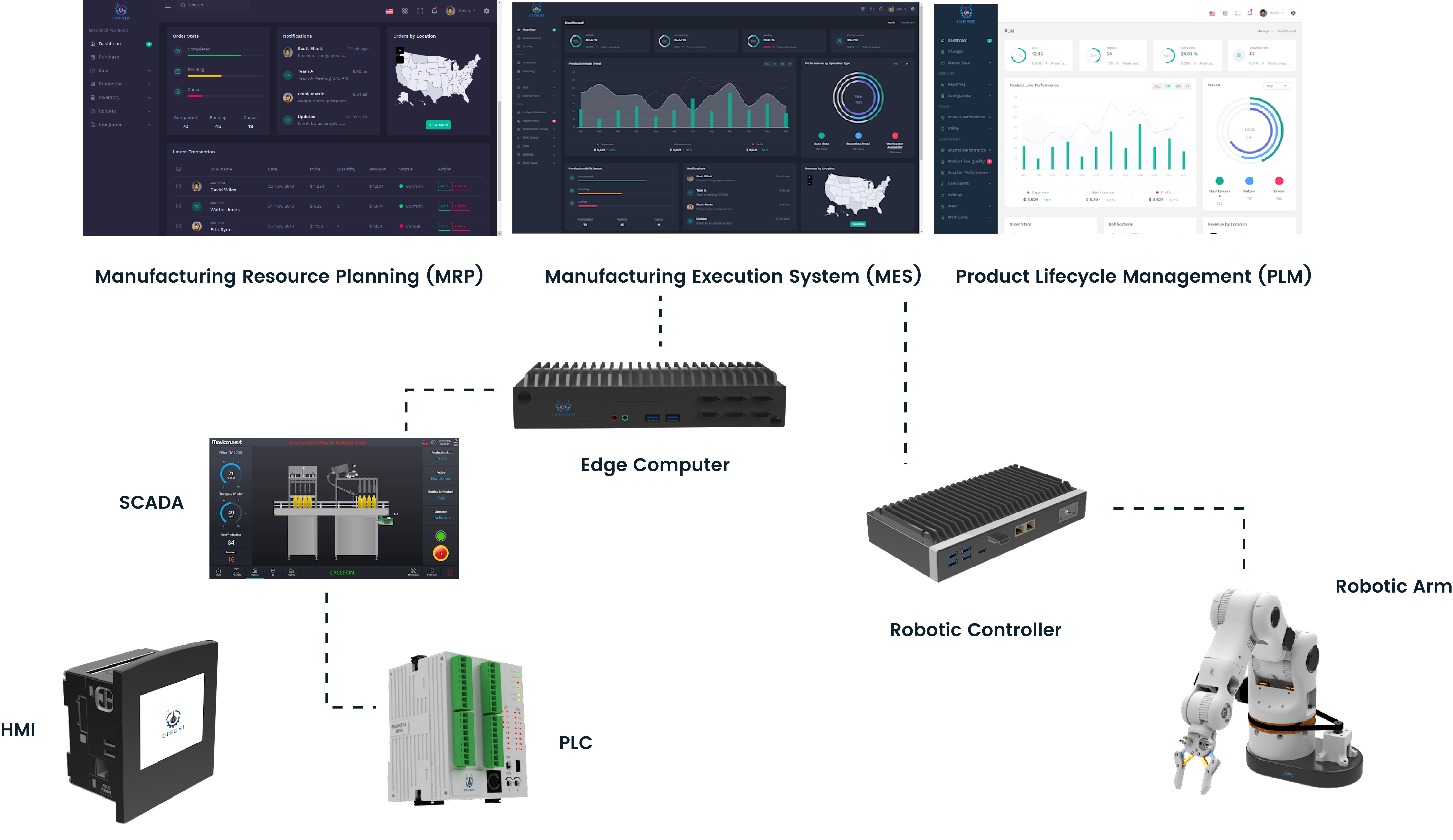
INDUSTRIAL 6-AXIS ROBOTIC ARM
Ixorio 6-Axis Robotic arm, can be programmed to do an infinite number of repetitive tasks in a variety of factory environments
- Economical in comparison to existing Robots
- Improved safety
- Improved efficiency and productivity
- Enhanced precision
- Offers outstanding flexibility and reliability
- Fast, Reliable and Accurate
- Compact, high-performance 6-Axis robot
- Works in confined spaces for smaller shop floors

AR/VR IN SMART FACTORIES
Manufacturing
- From the first Industrial Revolution to Industry 4.0, the number of components in any product has grown a thousand-fold, making the assembly process more complex and tedious for workers to perform error-free tasks in the quickest way possible. AR-guided interactive voice over work instructions are used in complex assembly processes for mobile phones and aircraft, for example. The process can then get faster and error-free, without putting immense pressure on workers.
Product Development
- With advancements in technology, environment regulations, and customer expectations, new product development is challenged to deliver shorter time-to-market at lower cost. The use of AR in early product development helps designers iterate their designs virtually and more flexibly from idea to concept stage, without incurring rapid prototyping cost.
Machine Maintenance
- The need for products of the finest quality has led to the use of very sophisticated and complex machines in manufacturing setups, Of course, sudden machine breakdowns have always resulted in downtime and production loss. AR can cut down on periodic machine maintenance and breakdown losses with real-time daily monitoring. It can also help predict potential failure trends by performing quick diagnostics, as well as faster repair and recovery.
Training
- Augmented reality addresses the issues and can even improve the efficiency of the existing and new recruits by training them. Training can be pretty expensive with all the training materials and manuals, online tutorials, and the use of machines and equipment. To help workforce and to reduce possible pressure on them, AR can be used to provide immersive in-person training on areas where employees lack skills. This engaging and augmented training helps in faster upskill of the workforce